E-Beam Evaporation Recipes: Difference between revisions
Jump to navigation
Jump to search
Content deleted Content added
| (9 intermediate revisions by 5 users not shown) | |||
| Line 1: | Line 1: | ||
{{recipes|Vacuum Deposition}} |
{{recipes|Vacuum Deposition}} |
||
= |
=Vapor Pressure Chart and Materials Deposition Table= |
||
*[[media:Vapor-Pressure-Chart-2.xlsx|Vapor Pressure of Metals (Excel)]] |
|||
*[[Media:Vapor-Pressure-Chart-2.xlsx|Vapor Pressure of Metals (Excel)]] |
|||
*[http://www.lesker.com/newweb/deposition_materials/MaterialDeposition.cfm?pgid=0#| Lesker Deposition Table] |
*[http://www.lesker.com/newweb/deposition_materials/MaterialDeposition.cfm?pgid=0#| Lesker Deposition Table] |
||
=Aluminum Deposition= |
=Aluminum Deposition= |
||
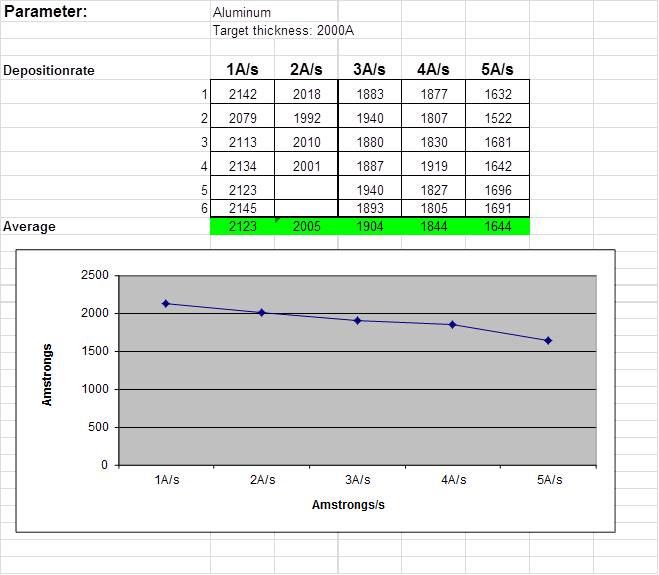
*[[media:Al-thickness-variation-with-rate.jpg|Al thickness change with deposition rate]] |
|||
*[[Media:Al-thickness-variation-with-rate.jpg|Al thickness change with deposition rate]] |
|||
*[[media:Al-AFM-Variation-Deposition-Rate-Rev1.pdf|Morphology Variation with Deposition Rate - Ebeam 1]] |
|||
*[[Media:Al-AFM-Variation-Deposition-Rate-Rev1.pdf|Morphology Variation with Deposition Rate - Ebeam 1]] |
|||
=[[E-Beam 1 (Sharon)]]= |
=[[E-Beam 1 (Sharon)]]= |
||
==Ar-Ion Beam Source== |
==Ar-Ion Beam Source== |
||
*[[media:argon-ion-beam-etching-ebeam1-procedure-data-revA.pdf|Procedure and data for ion-mill in ebeam1]] |
|||
*[[Media:Argon-ion-beam-etching-ebeam1-procedure-data-revA.pdf|Procedure and data for ion-mill in ebeam1]] |
|||
==Materials Table (E-Beam #1)== |
==Materials Table (E-Beam #1)== |
||
| Line 17: | Line 20: | ||
{| class="wikitable sortable collapsible" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center; font-size: 95%" border="1" |
{| class="wikitable sortable collapsible" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center; font-size: 95%" border="1" |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="75" |
! width="75" bgcolor="#D0E7FF" align="center" |'''Material''' |
||
! width="75" |
! width="75" bgcolor="#D0E7FF" align="center" |'''Position''' |
||
! width="75" |
! width="75" bgcolor="#D0E7FF" align="center" |'''Hearth / Crucible''' |
||
! width=" |
! width="75" bgcolor="#D0E7FF" align="center" |'''Density''' |
||
! width="75" |
! width="75" bgcolor="#D0E7FF" align="center" |'''Z Ratio''' |
||
! width="75" |
! width="75" bgcolor="#D0E7FF" align="center" |'''Tooling''' |
||
! width=" |
! width="500" bgcolor="#D0E7FF" align="center" |'''Comments''' |
||
! width="500" align="center" bgcolor="#D0E7FF" | '''Comments''' |
|||
|- |
|- |
||
| |
|Ag |
||
|7 (6, 7, 8) |
|||
| 4 |
|||
| |
|C |
||
| |
|10.5 |
||
| |
|0.529 |
||
|110 |
|||
| 0.529 |
|||
| |
|||
| 140 |
|||
| |
|||
|- |
|- |
||
| |
|Al |
||
| |
|1 |
||
| |
|C |
||
| |
|2.7 |
||
| |
|1.080 |
||
|102 |
|||
| 1.080 |
|||
| |
|||
| 118 |
|||
| |
|||
|- |
|- |
||
| |
|Al<sub>2</sub>O<sub>3</sub> |
||
|(6, 7, 8) |
|||
| 1 |
|||
| |
|C |
||
|3.97 |
|||
| 6 |
|||
| |
|0.336 |
||
| |
|||
| 0.336 |
|||
|'''Use only with permission''' |
|||
| 169 |
|||
| |
|||
|- |
|- |
||
| |
|Au |
||
| |
|3 |
||
| |
|C |
||
|19.3 |
|||
| 4 |
|||
| |
|0.381 |
||
|92 |
|||
| 0.381 |
|||
|Bazookas can be used at 20-30Å/sec. |
|||
| 138 |
|||
| Bazookas can be used at 20-30Å/sec. |
|||
|- |
|- |
||
| |
|AuGe |
||
|(6, 7, 8) |
|||
| 3 |
|||
| |
|C |
||
|17.63 |
|||
| 5 |
|||
| |
|0.397 |
||
| |
|||
| 0.397 |
|||
|Composition unpredictable unless you practically empty the crucible. |
|||
| 151 |
|||
| Composition unpredictable unless you practically empty the crucible. |
|||
|- |
|- |
||
|C |
|C |
||
|(6, 7, 8) |
|||
|2 |
|||
|H |
|H |
||
|2 |
|||
|2.250 |
|2.250 |
||
|3.260 |
|3.260 |
||
| |
| |
||
|'''Use only with permission''' |
|||
|Carbon. Must sweep beam. 1Å/sec (fluctuating 0.4–0.9Å/sec) at ~1.4–1.6 emission. |
|||
Carbon. Must sweep beam. 1Å/sec (fluctuating 0.4–0.9Å/sec) at ~1.4–1.6 emission. |
|||
|- |
|- |
||
|Co |
|Co |
||
|(6, 7, 8) |
|||
| 2 |
|||
| |
|C |
||
| |
|8.9 |
||
| |
|0.343 |
||
| |
|||
| 0.343 |
|||
|'''Use only with permission''' |
|||
| 150 |
|||
| '''Use only with permission''' |
|||
|- |
|- |
||
| |
|Fe |
||
|(6, 7, 8) |
|||
| |
|||
| |
| |
||
|7.86 |
|||
| |
|||
| |
|0.349 |
||
| |
|||
| 0.349 |
|||
| |
| |
||
| |
|||
|- |
|- |
||
| |
|Ge |
||
|8 (6, 7, 8) |
|||
| 3 |
|||
| |
|C |
||
|5.35 |
|||
| 6 |
|||
| |
|0.516 |
||
| |
|||
| 0.516 |
|||
| |
|||
| 130 |
|||
| |
|||
|- |
|- |
||
| |
|Gd |
||
|(6, 7, 8) |
|||
| 3 |
|||
| |
|H |
||
|7.89 |
|||
| 3 |
|||
| |
|0.670 |
||
| |
|||
| 0.670 |
|||
| 120 |
|||
|'''Use only with permission''' |
|'''Use only with permission''' |
||
| |
| |
||
|- |
|- |
||
| |
|MgO |
||
|(6, 7, 8) |
|||
| 1 |
|||
| |
| |
||
|3.58 |
|||
| 6 |
|||
| |
|0.411 |
||
| |
|||
| 0.411 |
|||
|'''Use only with permission''' |
|||
| |
|||
| '''Use only with permission''' |
|||
|- |
|- |
||
| |
|Mo |
||
|(6, 7, 8) |
|||
| |
|||
| |
| |
||
|10.2 |
|||
| |
|||
| |
|0.257 |
||
| |
|||
| 0.257 |
|||
| |
|||
| 140 |
|||
| |
|||
|- |
|- |
||
| |
|Ni |
||
| |
|5 |
||
| |
|H |
||
|8.91 |
|||
| 1 |
|||
| |
|0.331 |
||
|104 |
|||
| 0.331 |
|||
|Prone to spitting. Cool down for 15 minutes before venting. |
|||
| 140 |
|||
| Prone to spitting. Cool down for 15 minutes before venting. |
|||
|- |
|- |
||
| |
|NiCr |
||
|(6, 7, 8) |
|||
| 1 |
|||
| |
|H |
||
|8.50 |
|||
| 6 |
|||
| |
|0.3258 |
||
| |
|||
| 0.3258 |
|||
|Density and z-ratio for Nichrome IV |
|||
| |
|||
| Density and z-ratio for Nichrome IV |
|||
|- |
|- |
||
| |
|Nb |
||
|(6, 7, 8) |
|||
| 4 |
|||
| |
|C |
||
|8.57 |
|||
| 6 |
|||
|0.516 ( should be 0.492) |
|||
| 8.57 |
|||
| |
|||
| 0.516 ( should be 0.492) |
|||
|Cool down for at least 35 minutes before venting. |
|||
| |
|||
| Cool down for at least 35 minutes before venting. |
|||
|- |
|- |
||
| |
|Pd |
||
|6 (6, 7, 8) |
|||
| 1 |
|||
| |
|H |
||
|12.0 |
|||
| 9 |
|||
|0.357 |
|||
| 12.0 |
|||
|112 |
|||
| 0.357 |
|||
| |
|||
| 140 |
|||
| |
|||
|- |
|||
| Pt |
|||
| 1 |
|||
| C |
|||
| 8 |
|||
| 21.40 |
|||
| 0.245 |
|||
| 140 |
|||
| Prone to spitting. Evaporate at 1.5Å/sec or less. |
|||
|- |
|||
| Ru |
|||
| 1 |
|||
| C |
|||
| 6 |
|||
| 12.362 |
|||
| 0.182 |
|||
| 142 |
|||
| Prone to spitting. Evaporate at 1.0Å/sec or less. Cool down for 20 minutes before venting. |
|||
|- |
|- |
||
| |
|Pt |
||
| |
|4 |
||
| |
|C |
||
|21.40 |
|||
| 2 |
|||
| |
|0.245 |
||
|100 |
|||
| 0.712 |
|||
|Prone to spitting. Evaporate at 1.5Å/sec or less. |
|||
| 150 |
|||
| Cool down very slowly after evaporating lest you crack the source. |
|||
|- |
|||
| SiO |
|||
| |
|||
| C |
|||
| 6 |
|||
| 2.13 |
|||
| 0.87 |
|||
| 132 |
|||
| '''Use only with permission''' |
|||
|- |
|||
| SiO<sub>2</sub> |
|||
| 1 |
|||
| C |
|||
| 6 |
|||
| 2.648 |
|||
| 1.00 |
|||
| 140 |
|||
| '''Use only with permission.''' |
|||
Please change the crystal and the upper mirror after evaporating oxide. Density 2.2-2.7 according to thin film dep. table. |
|||
|- |
|||
| SrF<sub>2</sub> |
|||
| 1 |
|||
| C |
|||
| 6 |
|||
| 4.28 |
|||
| 0.727 |
|||
| 140 |
|||
| '''Use only with permission''' |
|||
|- |
|||
| Ta |
|||
| 1 |
|||
| H |
|||
| 6 |
|||
| 16.6 |
|||
| 0.262 |
|||
| |
|||
| Requires extremely high current. Minimum 35 minute cool down. Hearth #3 may be used. Call maintainer before you try Ta. |
|||
|- |
|||
| W |
|||
| 1 |
|||
| C |
|||
| 6 |
|||
| 19.3 |
|||
| 0.163 |
|||
| 138 |
|||
| |
|||
|- |
|||
| Ti |
|||
| 3 |
|||
| H |
|||
| 3 |
|||
| 4.50 |
|||
| 0.628 |
|||
| 139 |
|||
| |
|||
|} |
|||
=[[E-Beam 2 (Custom)]]= |
|||
==Materials Table (E-Beam #2)== |
|||
{| class="wikitable sortable collapsible" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center; font-size: 95%" border="1" |
|||
|- bgcolor="#D0E7FF" |
|||
! width="45" align="center" bgcolor="#D0E7FF" | '''Material''' |
|||
! width="45" align="center" bgcolor="#D0E7FF" | '''Density, g/cm3''' |
|||
! width="45" align="center" bgcolor="#D0E7FF" | '''Z Ratio''' |
|||
! width="45" align="center" bgcolor="#D0E7FF" | '''Tooling factor, %''' |
|||
! width="100" align="center" bgcolor="#D0E7FF" | '''Comments''' |
|||
|- |
|- |
||
|Ru |
|||
|Al<sub>2</sub>O<sub>3</sub> |
|||
|(6, 7, 8) |
|||
|3.97 |
|||
|C |
|||
|0.336 |
|||
| |
|12.362 |
||
|0.182 |
|||
|Tony could you please check this? |
|||
|- |
|||
|CeO<sub>2</sub> |
|||
|7.13 |
|||
|1.000 |
|||
|252.0 |
|||
|Deposition at room temperature (see the details in the following file) |
|||
|- |
|||
|CeO<sub>2</sub> |
|||
|7.13 |
|||
|1.000 |
|||
|117.0 |
|||
|Deposition at 200 C (see the details in the following file) |
|||
|- |
|||
|CeO<sub>2</sub> |
|||
|7.13 |
|||
|1.000 |
|||
|99.7 |
|||
|Deposition at 250 C (see the details in the following file) |
|||
|- |
|||
|GeO<sub>2</sub> |
|||
|6.24 |
|||
|1.000 |
|||
|139.0 |
|||
| |
| |
||
|Prone to spitting. Evaporate at 1.0Å/sec or less. Cool down for 20 minutes before venting. |
|||
|- |
|||
|ITO |
|||
|6.43-7.14 |
|||
|1.000 |
|||
|139.0 |
|||
|z ratio unknown |
|||
|- |
|||
|MgO |
|||
|3.58 |
|||
|0.411 |
|||
|157.6 |
|||
|OK |
|||
|- |
|- |
||
|Si |
|Si |
||
|(6, 7, 8) |
|||
|H |
|||
|2.32 |
|2.32 |
||
|0.712 |
|0.712 |
||
|150.0 |
|||
| |
| |
||
|Cool down very slowly after evaporating lest you crack the source. |
|||
|- |
|- |
||
|SiO |
|SiO |
||
|(6, 7, 8) |
|||
|2.648 |
|||
|C |
|||
|1.000 |
|||
|157.6 |
|||
|Density 2.2-2.7 according to thin film deposition tables |
|||
|- |
|||
|SiO<sub>x</sub> |
|||
|2.13 |
|2.13 |
||
|0.87 |
|0.87 |
||
|130.0 |
|||
| |
| |
||
|'''Use only with permission''' |
|||
|- |
|||
|SiO<sub>2</sub> |
|||
|(6, 7, 8) |
|||
|C |
|||
|2.648 |
|||
|1.00 |
|||
| |
|||
|'''Use only with permission.''' |
|||
Please change the crystal and the upper mirror after evaporating oxide. Density 2.2-2.7 according to thin film dep. table. |
|||
|- |
|- |
||
|SrF<sub>2</sub> |
|SrF<sub>2</sub> |
||
|(6, 7, 8) |
|||
|C |
|||
|4.28 |
|4.28 |
||
|0.727 |
|0.727 |
||
|140.0 |
|||
| |
| |
||
|'''Use only with permission''' |
|||
|- |
|- |
||
|Ta |
|||
|Ta<sub>2</sub>O<sub>5</sub> |
|||
|(6, 7, 8) |
|||
|8.2 |
|||
|H |
|||
|0.30 |
|||
| |
|16.6 |
||
|0.262 |
|||
| |
| |
||
|Requires extremely high current. Minimum 35 minute cool down. Hearth #8 may be used. Call maintainer before you try Ta. |
|||
|- |
|- |
||
|W |
|||
|TiO<sub>2</sub> |
|||
|(6, 7, 8) |
|||
|4.26 |
|||
|C |
|||
|0.400 |
|||
| |
|19.3 |
||
|0.163 |
|||
| |
|||
| |
|||
|- |
|||
|Ti |
|||
|2 |
|||
|H |
|||
|4.50 |
|||
|0.628 |
|||
|109 |
|||
| |
|||
|- |
|||
|Zr |
|||
|(6, 7, 8) |
|||
|C |
|||
|6.49 |
|||
|0.600 |
|||
|150 |
|||
| |
| |
||
|- |
|- |
||
|} |
|} |
||
=[[E-Beam 2 (Custom)]]= |
|||
==Materials Table (E-Beam #2)== |
|||
[[File:EB2 Materials Table.png|none|thumb|738x738px]] |
|||
==ITO deposition (E-Beam 2)== |
==ITO deposition (E-Beam 2)== |
||
*[[media:Rapid Thermal Annealing on Room-temperature grown ITO.pdf|Room-temperature ITO Deposition, Annealing, and Electrical and Optical Properties]] |
|||
*[[Media:Rapid Thermal Annealing on Room-temperature grown ITO.pdf|Room-temperature ITO Deposition, Annealing, and Electrical and Optical Properties]] |
|||
*[[media:ITO film-200C-O2-35sccm-EBeam2.pdf|ITO Deposition at 200 C]] |
|||
*[[Media:ITO film-200C-O2-35sccm-EBeam2.pdf|ITO Deposition at 200 C]] |
|||
==CeO<sub>2</sub> deposition (E-Beam 2)== |
==CeO<sub>2</sub> deposition (E-Beam 2)== |
||
*[[media:CeO2 Deposition-EBeam2.pdf|Room- and High-temperature CeO<sub>2</sub> Depositions with and without an Additional Oxygen Gas Flow]] |
|||
*[[Media:CeO2 Deposition-EBeam2.pdf|Room- and High-temperature CeO<sub>2</sub> Depositions with and without an Additional Oxygen Gas Flow]] |
|||
=[[E-Beam 3 (Temescal)]]= |
=[[E-Beam 3 (Temescal)]]= |
||
| Line 357: | Line 260: | ||
|- |
|- |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Material''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Gun''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Hearth /Crucible''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Process Gain, A/sec/%pwr''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Film Number''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Density, g/cm3''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Z Ratio''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Tooling, %''' |
||
! width="100" |
! width="100" bgcolor="#D0E7FF" align="center" |'''Comments''' |
||
|- |
|- |
||
| |
|Au |
||
| |
|Front |
||
| |
|C |
||
| |
|2.0 |
||
| |
|3 |
||
|19.30 |
|19.30 |
||
| |
|0.381 |
||
| |
|56 |
||
| |
| |
||
|- |
|- |
||
| |
|Ni |
||
| |
|Front |
||
| |
|C |
||
| |
|0.5 |
||
| |
|2 |
||
|8.91 |
|8.91 |
||
| |
|0.331 |
||
| |
|67 |
||
| |
| |
||
|- |
|- |
||
| |
|Pt |
||
| |
|Front |
||
| |
|C |
||
| |
|0.4 |
||
| |
|1 |
||
|21.40 |
|21.40 |
||
| |
|0.245 |
||
| |
|67 |
||
| |
| |
||
|- |
|- |
||
| |
|Ti |
||
| |
|Front |
||
| |
|C |
||
| |
|5.0 |
||
| |
|4 |
||
|4.50 |
|4.50 |
||
| |
|0.628 |
||
| |
|67 |
||
| |
| |
||
|- |
|- |
||
|Ag |
|Ag |
||
| |
|Rear |
||
| |
|C |
||
| |
|10.0 |
||
| |
|2 |
||
|10.50 |
|10.50 |
||
| |
|0.529 |
||
| |
|67 |
||
| |
| |
||
|- |
|- |
||
| |
|Al |
||
| |
|Rear |
||
| |
|C |
||
| |
|10.0 |
||
| |
|1 |
||
|2.70 |
|2.70 |
||
| |
|1.080 |
||
| |
|53 |
||
| |
| |
||
|- |
|- |
||
| |
|Ge |
||
| |
|Rear |
||
| |
|C |
||
| |
|10.0 |
||
| |
|3 |
||
|5.35 |
|5.35 |
||
| |
|0.516 |
||
| |
|80 |
||
| |
| |
||
|- |
|- |
||
| |
|Pd |
||
| |
|Rear |
||
| |
|C |
||
| |
|0.9 |
||
| |
|4 |
||
|12.038 |
|12.038 |
||
| |
|0.357 |
||
| |
|48 |
||
| |
| |
||
|- |
|- |
||
| Line 453: | Line 356: | ||
{| class="wikitable sortable collapsible" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center; font-size: 95%" border="1" |
{| class="wikitable sortable collapsible" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center; font-size: 95%" border="1" |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Material''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Density, g/cm3''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Z Ratio''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Master tooling, %''' |
||
! width="45" |
! width="45" bgcolor="#D0E7FF" align="center" |'''Process Gain, A/sec/%pwr''' |
||
! width="100" |
! width="100" bgcolor="#D0E7FF" align="center" |'''Comments''' |
||
|- |
|- |
||
| |
|Au |
||
|Front |
|||
| 10.50 |
|||
|C |
|||
| 0.529 |
|||
| |
|2.0 |
||
|3 |
|||
|10.0 |
|||
|19.30 |
|||
|0.381 |
|||
|56 |
|||
| |
| |
||
|- |
|- |
||
| |
|Ni |
||
|Front |
|||
| 2.70 |
|||
|C |
|||
| 1.080 |
|||
| |
|0.5 |
||
| |
|2 |
||
|8.91 |
|||
|0.331 |
|||
|67 |
|||
| |
| |
||
|- |
|- |
||
| |
|Pt |
||
|Front |
|||
|19.30 |
|||
|C |
|||
| 0.381 |
|||
| |
|0.4 |
||
|1 |
|||
|10.0 |
|||
|21.40 |
|||
|0.245 |
|||
|67 |
|||
| |
| |
||
|- |
|- |
||
| |
|Ti |
||
|Front |
|||
|8.90 |
|||
|C |
|||
| 0.343 |
|||
|150 |
|||
|5.0 |
|5.0 |
||
|4 |
|||
|4.50 |
|||
|0.628 |
|||
|67 |
|||
| |
| |
||
|- |
|- |
||
| |
|Ag |
||
|Rear |
|||
|7.20 |
|||
|C |
|||
| 0.305 |
|||
|140 |
|||
|10.0 |
|10.0 |
||
|2 |
|||
|10.50 |
|||
|0.529 |
|||
|67 |
|||
| |
| |
||
|- |
|- |
||
| |
|Al |
||
|Rear |
|||
|7.86 |
|||
|C |
|||
| 0.349 |
|||
|165 |
|||
|10.0 |
|10.0 |
||
|1 |
|||
|2.70 |
|||
|1.080 |
|||
|53 |
|||
| |
| |
||
|- |
|- |
||
|Ge |
|Ge |
||
|Rear |
|||
|5.35 |
|||
|C |
|||
| 0.516 |
|||
|126 |
|||
|10.0 |
|||
| |
|||
|- |
|||
|Hf |
|||
|13.09 |
|||
| 0.360 |
|||
|150 |
|||
|10.0 |
|||
| |
|||
|- |
|||
|Ir |
|||
|22.40 |
|||
| 0.129 |
|||
|130 |
|||
|10.0 |
|||
| |
|||
|- |
|||
|Ni |
|||
|8.91 |
|||
| 0.331 |
|||
|150 |
|||
|5.0 |
|||
| |
|||
|- |
|||
|NiCr |
|||
|8.50 |
|||
| 0.3258 |
|||
|140 |
|||
|10.0 |
|||
|density and z ratio for Nichrome IV |
|||
|- |
|||
|NiFe |
|||
|8.70 |
|||
|1.000 |
|||
|100 |
|||
|10.0 |
|10.0 |
||
|3 |
|||
|5.35 |
|||
|0.516 |
|||
|80 |
|||
| |
| |
||
|- |
|- |
||
|Pd |
|Pd |
||
|Rear |
|||
|C |
|||
|0.9 |
|||
|4 |
|||
|12.038 |
|12.038 |
||
|0.357 |
|0.357 |
||
| |
|48 |
||
|10.0 |
|||
| |
|||
|- |
|||
|Pt |
|||
|21.40 |
|||
|0.245 |
|||
|130 |
|||
|10.0 |
|||
| |
|||
|- |
|||
|Ru |
|||
|12.362 |
|||
|0.182 |
|||
|100 |
|||
|10.0 |
|||
| |
|||
|- |
|||
|Ti |
|||
|4.50 |
|||
|0.628 |
|||
|183 |
|||
|10.0 |
|||
| |
|||
|- |
|||
|Zr |
|||
|6.49 |
|||
|0.600 |
|||
|150 |
|||
|10.0 |
|||
| |
| |
||
|- |
|- |
||
Latest revision as of 19:40, 23 July 2026
Back to Vacuum Deposition Recipes.
Vapor Pressure Chart and Materials Deposition Table
Aluminum Deposition
{kind=link}
E-Beam 1 (Sharon)
Ar-Ion Beam Source
Materials Table (E-Beam #1)
There are four hearth "positions" able to be loaded at any one time, meaning only up to 4 materials can be evaporated without breaking vacuum. Now able to handle Four-4" wafers in one run.
| Material | Position | Hearth / Crucible | Density | Z Ratio | Tooling | Comments | |
|---|---|---|---|---|---|---|---|
| Ag | 7 (6, 7, 8) | C | 10.5 | 0.529 | 110 | ||
| Al | 1 | C | 2.7 | 1.080 | 102 | ||
| Al2O3 | (6, 7, 8) | C | 3.97 | 0.336 | Use only with permission | ||
| Au | 3 | C | 19.3 | 0.381 | 92 | Bazookas can be used at 20-30Å/sec. | |
| AuGe | (6, 7, 8) | C | 17.63 | 0.397 | Composition unpredictable unless you practically empty the crucible. | ||
| C | (6, 7, 8) | H | 2.250 | 3.260 | Use only with permission
Carbon. Must sweep beam. 1Å/sec (fluctuating 0.4–0.9Å/sec) at ~1.4–1.6 emission. | ||
| Co | (6, 7, 8) | C | 8.9 | 0.343 | Use only with permission | ||
| Fe | (6, 7, 8) | 7.86 | 0.349 | ||||
| Ge | 8 (6, 7, 8) | C | 5.35 | 0.516 | |||
| Gd | (6, 7, 8) | H | 7.89 | 0.670 | Use only with permission | ||
| MgO | (6, 7, 8) | 3.58 | 0.411 | Use only with permission | |||
| Mo | (6, 7, 8) | 10.2 | 0.257 | ||||
| Ni | 5 | H | 8.91 | 0.331 | 104 | Prone to spitting. Cool down for 15 minutes before venting. | |
| NiCr | (6, 7, 8) | H | 8.50 | 0.3258 | Density and z-ratio for Nichrome IV | ||
| Nb | (6, 7, 8) | C | 8.57 | 0.516 ( should be 0.492) | Cool down for at least 35 minutes before venting. | ||
| Pd | 6 (6, 7, 8) | H | 12.0 | 0.357 | 112 | ||
| Pt | 4 | C | 21.40 | 0.245 | 100 | Prone to spitting. Evaporate at 1.5Å/sec or less. | |
| Ru | (6, 7, 8) | C | 12.362 | 0.182 | Prone to spitting. Evaporate at 1.0Å/sec or less. Cool down for 20 minutes before venting. | ||
| Si | (6, 7, 8) | H | 2.32 | 0.712 | Cool down very slowly after evaporating lest you crack the source. | ||
| SiO | (6, 7, 8) | C | 2.13 | 0.87 | Use only with permission | ||
| SiO2 | (6, 7, 8) | C | 2.648 | 1.00 | Use only with permission.
Please change the crystal and the upper mirror after evaporating oxide. Density 2.2-2.7 according to thin film dep. table. | ||
| SrF2 | (6, 7, 8) | C | 4.28 | 0.727 | Use only with permission | ||
| Ta | (6, 7, 8) | H | 16.6 | 0.262 | Requires extremely high current. Minimum 35 minute cool down. Hearth #8 may be used. Call maintainer before you try Ta. | ||
| W | (6, 7, 8) | C | 19.3 | 0.163 | |||
| Ti | 2 | H | 4.50 | 0.628 | 109 | ||
| Zr | (6, 7, 8) | C | 6.49 | 0.600 | 150 |
E-Beam 2 (Custom)
Materials Table (E-Beam #2)

ITO deposition (E-Beam 2)
- Room-temperature ITO Deposition, Annealing, and Electrical and Optical Properties
- ITO Deposition at 200 C
CeO2 deposition (E-Beam 2)
E-Beam 3 (Temescal)
Materials Table (E-Beam #3)
The following materials are always installed in the evaporator. There are 4 materials available on each gun (front/rear guns), allowing for co-deposition by running both guns simultaneously.
| Material | Gun | Hearth /Crucible | Process Gain, A/sec/%pwr | Film Number | Density, g/cm3 | Z Ratio | Tooling, % | Comments |
|---|---|---|---|---|---|---|---|---|
| Au | Front | C | 2.0 | 3 | 19.30 | 0.381 | 56 | |
| Ni | Front | C | 0.5 | 2 | 8.91 | 0.331 | 67 | |
| Pt | Front | C | 0.4 | 1 | 21.40 | 0.245 | 67 | |
| Ti | Front | C | 5.0 | 4 | 4.50 | 0.628 | 67 | |
| Ag | Rear | C | 10.0 | 2 | 10.50 | 0.529 | 67 | |
| Al | Rear | C | 10.0 | 1 | 2.70 | 1.080 | 53 | |
| Ge | Rear | C | 10.0 | 3 | 5.35 | 0.516 | 80 | |
| Pd | Rear | C | 0.9 | 4 | 12.038 | 0.357 | 48 |
E-Beam 4 (CHA)
Materials Table (E-Beam #4)
| Material | Density, g/cm3 | Z Ratio | Master tooling, % | Process Gain, A/sec/%pwr | Comments | |||
|---|---|---|---|---|---|---|---|---|
| Au | Front | C | 2.0 | 3 | 19.30 | 0.381 | 56 | |
| Ni | Front | C | 0.5 | 2 | 8.91 | 0.331 | 67 | |
| Pt | Front | C | 0.4 | 1 | 21.40 | 0.245 | 67 | |
| Ti | Front | C | 5.0 | 4 | 4.50 | 0.628 | 67 | |
| Ag | Rear | C | 10.0 | 2 | 10.50 | 0.529 | 67 | |
| Al | Rear | C | 10.0 | 1 | 2.70 | 1.080 | 53 | |
| Ge | Rear | C | 10.0 | 3 | 5.35 | 0.516 | 80 | |
| Pd | Rear | C | 0.9 | 4 | 12.038 | 0.357 | 48 |