Stepper Recipes: Difference between revisions
Abrahamsen (talk | contribs) No edit summary |
(→Negative Resist (GCA 6300): added 5214 info) |
||
| (49 intermediate revisions by 4 users not shown) | |||
| Line 1: | Line 1: | ||
{{recipes|Lithography}} |
{{recipes|Lithography}} |
||
[[category: Lithography]] |
|||
Below is a listing of stepper lithography recipes. |
|||
Below is a listing of stepper lithography recipes. Stepper 1 and Stepper 2 are i-line systems with good piece handling capabilities. Stepper 3 is a DUV (248nm) system. DUV resists do not work for i-line and i-line resists do not work for DUV. Based on your sample reflectivity, absorption (or whether or not you use an ARC layer), and surface topography the exposure time / focus offset parameters may vary. This listing is a guideline to get you started. The recipes are tabulated to give you the values of the key parameters you will need to establish your recipe. Underlayers such as LOL2000 or PMGI can be used on the stepper systems. See the underlayer datasheets for details. Post develop bakes (not listed) are used to make the resist more etch resistant and depend on subsequent processes. Care should be taken with post development bakes as resist reflow can occur. Unless otherwise noted, all exposures are done on flat, silicon wafers. |
|||
Stepper 1 and Stepper 2 are i-line systems with good piece handling capabilities. Stepper 3 is a DUV (248nm) system primarily used for full 100mm wafers. DUV resists do not work for i-line and i-line resists do not work for DUV. Based on your sample reflectivity, absorption (or whether or not you use an ARC layer), and surface topography, the exposure time / focus offset parameters may vary. |
|||
This listing is a guideline to get you started. For critical lithography steps, you should run your own exposure and/or focus array to determine the proper parameters. |
|||
Parameters are indicated in separate tables for each stepper system. Multiply the exposure times by 0.30 (from the 6300 system) to get a starting exposure time for the GCA Autostep200 system. You will need to do a focus and/or exposure array to get optimal process parameters. |
|||
The recipes are tabulated to give you the values of the key parameters you will need to establish your recipe. Underlayers such as LOL2000 or PMGI can be used on the stepper systems. See the underlayer datasheets for details. Post develop bakes (not listed) are used to make the resist more etch resistant and depend on subsequent processes. Care should be taken with post development bakes as resist reflow can occur. Unless otherwise noted, all exposures are done on flat, silicon wafers. |
|||
= [[Stepper 1 (GCA 6300)]] = |
|||
Parameters are indicated in separate tables for each stepper system. |
|||
=[[Stepper 1 (GCA 6300)]]= |
|||
Multiply the GCA 6300 exposure times by 0.30 to get a starting exposure time for the GCA Autostep200 system. |
|||
==Positive Resist (GCA 6300)== <!--Note that if this heading is changed, the recipe links on the Lithography page must be changed--> |
==Positive Resist (GCA 6300)== <!--Note that if this heading is changed, the recipe links on the Lithography page must be changed--> |
||
| Line 11: | Line 19: | ||
Unless otherwise noted, bakes are on hot plates. For recipes with CEM, the CEM is spun on after the first resist bake, exposure is then done, and the CEM is rinsed off with DI water before the PEB. CEM generally improves resolution and process tolerance at the expense of higher exposure time. |
Unless otherwise noted, bakes are on hot plates. For recipes with CEM, the CEM is spun on after the first resist bake, exposure is then done, and the CEM is rinsed off with DI water before the PEB. CEM generally improves resolution and process tolerance at the expense of higher exposure time. |
||
{| |
{| class="wikitable" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center;" border="1" |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="100" | |
! width="100" |Resist |
||
! width="100" | |
! width="100" |Spin Cond. |
||
! width="75" | |
! width="75" |Bake |
||
! width="75" | |
! width="75" |Thickness |
||
! width="125" | |
! width="125" |Exposure Time |
||
! width="100" | |
! width="100" |Focus Offset |
||
! width="75" | |
! width="75" |PEB |
||
! width="100" | |
! width="100" |Developer |
||
! width="125" | |
! width="125" |Developer Time |
||
! width="300" | |
! width="300" |Comments |
||
|- |
|- |
||
| |
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM0.9]] |
||
| |
|3 krpm/30” |
||
| |
|95°C/60” |
||
| |
|~ 0.9 um |
||
| |
|1.2” |
||
| |
|0 |
||
| |
|110°C/60” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.5 um isolated lines |
*0.5 um isolated lines |
||
*{{fl|SPR955CMstepperrecipe.pdf|See SPR955CM data file}} |
*{{fl|SPR955CMstepperrecipe.pdf|See SPR955CM data file}} |
||
|- |
|- |
||
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM-0.9]] |
|||
| SPR955CM0.9 |
|||
| |
|3 krpm/30” |
||
| |
|95°C/60” |
||
| |
|~ 0.9 um |
||
| |
|3.0” |
||
| |
|4 |
||
| |
|110°C/60” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.5 um holes |
*0.5 um holes |
||
*Much longer exposure time for dense isolated holes |
*Much longer exposure time for dense isolated holes |
||
*{{fl|SPR955CMstepperrecipe.pdf|See SPR955CM data file}} |
*{{fl|SPR955CMstepperrecipe.pdf|See SPR955CM data file}} |
||
|- |
|- |
||
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM-0.9]]<br> |
|||
| SPR955CM0.9<br> |
|||
[[Media:CEM365iS-Contrast-Enhancement-Datasheet.pdf|CEM365iS]] |
|||
CEM365iS |
|||
| |
|3 krpm/30”<br> |
||
5 krpm/30” |
5 krpm/30” |
||
| |
|95°C/90” |
||
| |
|~ 0.9 um |
||
| |
|2.2” |
||
| -10 |
| -10 |
||
| |
|110°C/60” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.35um isolated spaces by SEM measurement. |
*0.35um isolated spaces by SEM measurement. |
||
*Higher exposure time due to CEM |
*Higher exposure time due to CEM |
||
*{{fl|SPR955CMstepperrecipe.pdf|See SPR955CM data file}} |
*{{fl|SPR955CMstepperrecipe.pdf|See SPR955CM data file}} |
||
|- |
|- |
||
| |
|SPR950-0.8 |
||
| |
|4 krpm/30” |
||
| |
|95°C/60” |
||
| |
|~ 0.8 um |
||
| |
|1.0” |
||
| |
|0 |
||
| |
|105°C/60” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
|- |
|- |
||
| |
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM-1.8]] |
||
| |
|4 krpm/30” |
||
| |
|90°C/90” |
||
| |
|~ 1.8 um |
||
| |
|2.3” |
||
| |
|0 |
||
| |
|110°C/90” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.5 um isolated lines |
*0.5 um isolated lines |
||
*{{fl|spr955_1.8GCA6300.pdf|See 955CM-1.8 data file}} |
*{{fl|spr955_1.8GCA6300.pdf|See 955CM-1.8 data file}} |
||
|- |
|- |
||
| |
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM-1.8]] |
||
| |
|4 krpm/30” |
||
| |
|90°C/90” |
||
| |
|~ 1.8 um |
||
| |
|1.7” |
||
| -5 |
| -5 |
||
| |
|110°C/90” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*1 um isolated posts |
*1 um isolated posts |
||
*{{fl|spr955_1.8GCA6300.pdf|See 955CM-1.8 data file}} |
*{{fl|spr955_1.8GCA6300.pdf|See 955CM-1.8 data file}} |
||
|- |
|- |
||
|[[Media:SPR220-Positive-Resist-Datasheet.pdf|SPR220-3.0]] |
|||
| SPR220-3.0 |
|||
| |
|2.5 krpm/30” |
||
| |
|115°C/90” |
||
| |
|~ 2.7 um |
||
| |
|2.4” |
||
| |
|10 |
||
| |
|115°C/90” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.5 um isolated lines |
*0.5 um isolated lines |
||
*{{fl|SPR-220-3.0_OptimizationNew.pdf|See SPR220-3 Data File}} |
*{{fl|SPR-220-3.0_OptimizationNew.pdf|See SPR220-3 Data File}} |
||
|- |
|- |
||
|[[Media:SPR220-Positive-Resist-Datasheet.pdf|SPR220-7.0]] |
|||
| SPR220-7.0 |
|||
| |
|3.5 krpm/45” |
||
| |
|115°C/120” |
||
| |
|~ 7.0 um |
||
| |
|4.5” |
||
| |
|0 |
||
| |
|*50°C/60”<br> |
||
115°C/90” |
115°C/90” |
||
| |
|AZ300MIF |
||
| |
|120" |
||
| align="left" | |
| align="left" | |
||
*1.0 um isolated lines; 1.25 um isolated spaces |
*1.0 um isolated lines; 1.25 um isolated spaces |
||
**Let sample sit in air for 20 minutes before PEB, step to 50°C for 60” first, then 115°C |
**Let sample sit in air for 20 minutes before PEB, step to 50°C for 60” first, then 115°C |
||
*{{fl|SPR-220-7.0stepperrecipe.pdf|See SPR220-7 Data File}} |
*{{fl|SPR-220-7.0stepperrecipe.pdf|See SPR220-7 Data File}} |
||
| Line 147: | Line 154: | ||
Unless otherwise noted, bakes are on hot plate. All flood exposures are done in broadband light using any contact aligner. Also, because the tone is negative, a shorter first exposure time will result in more undercut, which is desirable for single-layer lift-off processes. Under these conditions more develop time will also give more undercut. |
Unless otherwise noted, bakes are on hot plate. All flood exposures are done in broadband light using any contact aligner. Also, because the tone is negative, a shorter first exposure time will result in more undercut, which is desirable for single-layer lift-off processes. Under these conditions more develop time will also give more undercut. |
||
{| |
{| class="wikitable" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center;" border="1" |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="100" | |
! width="100" |Resist |
||
! width="100" | |
! width="100" |Spin Cond. |
||
! width="75" | |
! width="75" |Bake |
||
! width="75" | |
! width="75" |Thickness |
||
! width="125" | |
! width="125" |Exposure Time |
||
! width="100" | |
! width="100" |Focus Offset |
||
! width="75" | |
! width="75" |PEB* |
||
! width="75" | |
! width="75" |Flood** |
||
! width="100" | |
! width="100" |Developer |
||
! width="125" | |
! width="125" |Developer Time |
||
! width="300" | |
! width="300" |Comments |
||
|- |
|- |
||
|[[Media:AZ5214-Negative-Resist-Datasheet.pdf|AZ5214]]** |
|||
| AZ5214 |
|||
| |
|6 krpm/30” |
||
| |
|95°C/60” |
||
| |
|~ 1.0 um |
||
| |
|0.2” |
||
| |
|0 |
||
| |
|110°C/60” |
||
| |
|60" |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.7 um res. possible |
*0.7 um res. possible |
||
|- |
|- |
||
|[[Media:AZnLOF5510-Negative-Resist-Datasheet.pdf|nLOF5510]] |
|||
| nLOF5510 |
|||
| |
|3 krpm/30” |
||
| |
|90°C/60” |
||
| |
|~ 0.93 um |
||
| |
|0.74” |
||
| -6 |
| -6 |
||
| |
|110°C/60” |
||
|none |
|||
| 0 |
|||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.5 um line openings good dense or isolated |
*0.5 um line openings good dense or isolated |
||
*Use heated 1165 stripper for removal or lift-off |
*Use heated 1165 stripper for removal or lift-off |
||
*{{fl|nLOF5510stepperrecipe.pdf|See nLOF5510 data file}} |
*{{fl|nLOF5510stepperrecipe.pdf|See nLOF5510 data file}} |
||
|- |
|- |
||
|[[Media:AZnLOF2020-Negative-Resist-Datasheet.pdf|nLOF2020]] |
|||
| nLOF2020 |
|||
| |
|4 krpm/30” |
||
| |
|110°C/60” |
||
| |
|~ 2 um |
||
| |
|0.55” |
||
| -6 |
| -6 |
||
| |
|110°C/60” |
||
|none |
|||
| 0 |
|||
| |
|AZ300MIF |
||
| |
|90" |
||
| align="left" | |
| align="left" | |
||
*~ .85 um line opening/lift-off good. Isolated mesas can be smaller. |
*~ .85 um line opening/lift-off good. Isolated mesas can be smaller. |
||
*Use heated 1165 stripper for removal or lift-off Sensetive to PEB temp. |
*Use heated 1165 stripper for removal or lift-off Sensetive to PEB temp. |
||
*{{fl|nLOF2020stepperrecipe.pdf|See nLOF2020 Data File}} |
*{{fl|nLOF2020stepperrecipe.pdf|See nLOF2020 Data File}} |
||
|- |
|||
| colspan="11" |* PEB: post-exposure bake. For AZ 5214-IR, this performs Image Reversal |
|||
<nowiki>**</nowiki> To use AZ5214 as a negative PR requires Flood Exposure with the [[Contact Aligner (SUSS MA-6)|MA6]] or [[Suss Aligners (SUSS MJB-3)|MJB]] aligner '''''after PEB''''', before developing. See here for a [[AZ5214 - Basic Process|basic AZ5214 process]], it is different than typical negative resists. |
|||
|} |
|} |
||
= |
=[[Stepper 2 (AutoStep 200)]]= |
||
==Positive Resist (AutoStep 200)== <!--Note that if this heading is changed, the recipe links on the Lithography page must be changed--> |
==Positive Resist (AutoStep 200)== <!--Note that if this heading is changed, the recipe links on the Lithography page must be changed--> |
||
| Line 215: | Line 224: | ||
'''NOTE''': The bolded exposure times were found by multiplying the exposure times from the GCA 6300 system by 0.30. They should be sued as a starting point. You will need to do an exposure array to get precise times for the Autostep system. In general, the resolution achievable is ~ 100 nm smaller for the Autostep200 system. |
'''NOTE''': The bolded exposure times were found by multiplying the exposure times from the GCA 6300 system by 0.30. They should be sued as a starting point. You will need to do an exposure array to get precise times for the Autostep system. In general, the resolution achievable is ~ 100 nm smaller for the Autostep200 system. |
||
{| |
{| class="wikitable" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center;" border="1" |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="100" | |
! width="100" |Resist |
||
! width="100" | |
! width="100" |Spin Cond. |
||
! width="75" | |
! width="75" |Bake |
||
! width="75" | |
! width="75" |Thickness |
||
! width="125" | |
! width="125" |Exposure Time |
||
! width="100" | |
! width="100" |Focus Offset |
||
! width="75" | |
! width="75" |PEB |
||
! width="100" | |
! width="100" |Developer |
||
! width="125" | |
! width="125" |Developer Time |
||
! width="300" | |
! width="300" |Comments |
||
|- |
|- |
||
| |
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM-0.9]] |
||
| |
|3 krpm/30” |
||
| |
|95°C/90” |
||
| |
|~ 0.9 um |
||
| |
|0.35” |
||
| |
|0 |
||
| |
|110°C/90” |
||
| |
|AZ300MIF |
||
| |
|60” |
||
| align="left" | |
| align="left" | |
||
*0.5um dense lines |
*0.5um dense lines |
||
*{{fl|SPR955-0.9-AS200-stepperrecipe.pdf|See SPR955CM AS200 data file}} |
*{{fl|SPR955-0.9-AS200-stepperrecipe.pdf|See SPR955CM AS200 data file}} |
||
|- |
|- |
||
| |
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM-0.9]] |
||
| |
|3 krpm/30” |
||
| |
|95°C/90” |
||
| |
|~ 0.9 um |
||
| |
|0.8” |
||
| |
|0 |
||
| |
|110°C/90” |
||
| |
|AZ300MIF |
||
| |
|60” |
||
| align="left" | |
| align="left" | |
||
*0.5um holes |
*0.5um holes |
||
|- |
|- |
||
| |
|[[Media:SPR955-Positive-Resist-Datasheet.pdf|SPR955CM-1.8]] |
||
| |
|4 krpm/30” |
||
| |
|95°C/90” |
||
| |
|~ 1.8 um |
||
| |
|0.4” |
||
| -1 |
| -1 |
||
| |
|110°C/90” |
||
| |
|AZ300MIF |
||
| |
|60” |
||
| align="left" | |
| align="left" | |
||
*{{fl|SPR955-1.8-AS200-stepperrecipe.pdf|See SPR955-1.8 AS200 data file}} |
*{{fl|SPR955-1.8-AS200-stepperrecipe.pdf|See SPR955-1.8 AS200 data file}} |
||
|- |
|- |
||
| |
|SPR950-0.8 |
||
| |
|4 krpm/30” |
||
| |
|95°C/60” |
||
| |
|~ 0.8 um |
||
| |
|'''0.30”''' |
||
| |
|0 |
||
| |
|105°C/60” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
|- |
|- |
||
|[[Media:SPR220-Positive-Resist-Datasheet.pdf|SPR220-3.0]] |
|||
| SPR220-3.0 |
|||
| |
|2.5 krpm/30” |
||
| |
|115°C/90” |
||
| |
|~ 2.7 um |
||
| |
|'''0.72”''' |
||
| |
|10 |
||
| |
|115°C/90” |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.5 um isolated lines |
*0.5 um isolated lines |
||
|- |
|- |
||
|[[Media:SPR220-Positive-Resist-Datasheet.pdf|SPR220-7.0]] |
|||
| SPR220-7.0 |
|||
| |
|3.5 krpm/45” |
||
| |
|115°C/120” |
||
| |
|~ 7.0 um |
||
| |
|'''1.35"''' |
||
| |
|0 |
||
| |
|*50°C/60”<br> |
||
115°C/90” |
115°C/90” |
||
| |
|AZ300MIF |
||
| |
|120" |
||
| align="left" | |
| align="left" | |
||
*1.0 um isolated lines; 1.25 um isolated spaces |
*1.0 um isolated lines; 1.25 um isolated spaces |
||
**Let sample sit in air for 20 minutes before PEB, step to 50°C for 60” first, then 115°C |
**Let sample sit in air for 20 minutes before PEB, step to 50°C for 60” first, then 115°C |
||
|- |
|||
|[[Media:AXP4000pb-Datasheet.pdf|AZ4210]] |
|||
|step1:500rpm/5", step2:4krpm/45” |
|||
|95°C/60" |
|||
|~ 2.1 um |
|||
|'''0.75"''' |
|||
|0 |
|||
| |
|||
|AZ400K:DI=1:4 |
|||
|60" |
|||
| align="left" | |
|||
*2.0 um dense holes |
|||
|} |
|} |
||
| Line 314: | Line 337: | ||
'''NOTE''': The bolded exposure times were found by multiplying the exposure times from the GCA 6300 system by 0.30. They should be sued as a starting point. You will need to do an exposure array to get precise times for the Autostep system. In general, the resolution achievable is ~ 100 nm smaller for the Autostep200 system. |
'''NOTE''': The bolded exposure times were found by multiplying the exposure times from the GCA 6300 system by 0.30. They should be sued as a starting point. You will need to do an exposure array to get precise times for the Autostep system. In general, the resolution achievable is ~ 100 nm smaller for the Autostep200 system. |
||
{| |
{| class="wikitable" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center;" border="1" |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="100" | |
! width="100" |Resist |
||
! width="100" | |
! width="100" |Spin Cond. |
||
! width="75" | |
! width="75" |Bake |
||
! width="75" | |
! width="75" |Thickness |
||
! width="125" | |
! width="125" |Exposure Time |
||
! width="100" | |
! width="100" |Focus Offset |
||
! width="75" | |
! width="75" |PEB* |
||
! width="75" | |
! width="75" |Flood** |
||
! width="100" | |
! width="100" |Developer |
||
! width="125" | |
! width="125" |Developer Time |
||
! width="300" | |
! width="300" |Comments |
||
|- |
|- |
||
|[[Media:AZnLOF5510-Negative-Resist-Datasheet.pdf|nLOF5510]] |
|||
| nLOF5510 |
|||
| |
|3 krpm/30” |
||
| |
|90°C/60” |
||
| |
|~ 0.93 um |
||
| |
|.25” |
||
| -1 |
| -1 |
||
| |
|110°C/60” |
||
| |
|0 |
||
| |
|AZ300MIF |
||
| |
|60” |
||
| align="left" | |
| align="left" | |
||
*0.4 um lines dense good |
*0.4 um lines dense good |
||
*Use heated 1165 stripper for removal or lift-off |
*Use heated 1165 stripper for removal or lift-off |
||
*{{fl|nLOF5510-AS200-stepperrecipe.pdf|See nLOF5510 As200 data file}} |
*{{fl|nLOF5510-AS200-stepperrecipe.pdf|See nLOF5510 As200 data file}} |
||
|- |
|- |
||
|[[Media:AZ5214-Negative-Resist-Datasheet.pdf|AZ5214]]** |
|||
| AZ5214 |
|||
| |
|6 krpm/30” |
||
| |
|95°C/60” |
||
| |
|~ 1.0 um |
||
| |
|'''0.06”''' |
||
| |
|0 |
||
| |
|110°C/60” |
||
| |
|60" |
||
| |
|AZ300MIF |
||
| |
|60" |
||
| align="left" | |
| align="left" | |
||
*0.7 um res. possible |
*0.7 um res. possible |
||
|- |
|- |
||
|[[Media:AZnLOF2020-Negative-Resist-Datasheet.pdf|nLOF2020]] |
|||
| nLOF2020 |
|||
| |
|4 krpm/30” |
||
| |
|110°C/60” |
||
| |
|~ 2 um |
||
| |
|'''0.17”''' |
||
| -6 |
| -6 |
||
| |
|110°C/60” |
||
| |
|0 |
||
| |
|AZ300MIF |
||
| |
|90" |
||
| align="left" | |
| align="left" | |
||
*~ .85 um line opening/lift-off good. Isolated mesas can be smaller. |
*~ .85 um line opening/lift-off good. Isolated mesas can be smaller. |
||
*Use heated 1165 stripper for removal or lift-off Sensetive to PEB temp. |
*Use heated 1165 stripper for removal or lift-off Sensetive to PEB temp. |
||
|- |
|||
|[[Media:NR9-1000PY-revA.pdf|NR9-1000PY]] |
|||
|3 krpm/30” |
|||
|135°C/180” lid down |
|||
|~ 1.2 um |
|||
|'''0.92”''' |
|||
|0 |
|||
|115°C/120” lid down |
|||
|0 |
|||
|AZ300MIF |
|||
|20" |
|||
| align="left" | |
|||
*~ .55 um line opening/lift-off good. |
|||
*Use heated 1165 stripper for removal 8Hrs min. |
|||
*{{fl|NR9-1000PY-AS200-stepperrecipe.pdf|See NR9-1000PY As200 data file}} |
|||
|- |
|||
| colspan="11" |*PEB: post-exposure bake. For AZ 5214-IR, this performs Image Reversal |
|||
<nowiki>**</nowiki> To use AZ5214 as a negative PR requires Flood Exposure with the [[Contact Aligner (SUSS MA-6)|MA6]] or [[Suss Aligners (SUSS MJB-3)|MJB]] aligner '''''after PEB''''', before developing. See here for a [[AZ5214 - Basic Process|basic AZ5214 process]], it is different than typical negative resists. |
|||
|} |
|} |
||
= |
=[[Stepper 3 (ASML DUV)]]= |
||
{| class="wikitable" |
|||
!Stepper 3: Table of Contents |
|||
|- |
|||
| |
|||
#[[Stepper_Recipes#Process_Control_Data|Process Control Data]] |
|||
#[[Stepper Recipes#Photomasks .26 Job Programming|Photomasks & Job Programming]] |
|||
#[[Stepper Recipes#Anti-Reflective Coatings|Anti-Reflective Coatings]] |
|||
#[[Stepper Recipes#Positive Resist .28ASML DUV.29|Positive Resist]] |
|||
#[[Stepper Recipes#Negative Resist .28ASML DUV.29|Negative Resist]] |
|||
#[[Stepper Recipes#Other Lithography Processes .28ASML DUV.29|Other Lithography Processes]] |
|||
##Edge Bead Removal |
|||
##Lift-off Processes |
|||
|} |
|||
==Process Control Data== |
|||
*''The Process Group regularly measures data on lithography Critical Dimension ("CD") and Wafer-stage Particulate Contamination for this tool, using a sensitive lithography process that will reveal small changes in Dose repeatability and wafer flatness.'' |
|||
*[https://docs.google.com/spreadsheets/d/1xW1TFH_QjPMWl9T1jiKzwmYe4B2wg7KY-nqOKUoXttI/edit#gid=1804752281 '''Plots of CD Repeatability'''] |
|||
*[https://docs.google.com/spreadsheets/d/1xW1TFH_QjPMWl9T1jiKzwmYe4B2wg7KY-nqOKUoXttI/edit#gid=0 '''Data for CD Uniformity and Particulate Contamination'''] |
|||
:{| |
|||
|[[File:ASML CD Cals - Example Table.jpg|alt=ASML CD Calibration data - Screenshot of Table|none|thumb|300x300px|''Example of Data Table with SEM's of 320nm features. [https://docs.google.com/spreadsheets/d/1xW1TFH_QjPMWl9T1jiKzwmYe4B2wg7KY-nqOKUoXttI/edit#gid=0 Click for full data table.]''|link=https://docs.google.com/spreadsheets/d/1xW1TFH_QjPMWl9T1jiKzwmYe4B2wg7KY-nqOKUoXttI/edit#gid=0]] |
|||
|[[File:ASML CD Cals - Example Plot.jpg|alt=ASML CD Calibration Data - Screenshot of SPC Plot|none|thumb|''Example SPC Chart - Measured Critical Dimension "CD" versus Date. [https://docs.google.com/spreadsheets/d/1xW1TFH_QjPMWl9T1jiKzwmYe4B2wg7KY-nqOKUoXttI/edit#gid=1804752281 Click for charts.]''|link=https://docs.google.com/spreadsheets/d/1xW1TFH_QjPMWl9T1jiKzwmYe4B2wg7KY-nqOKUoXttI/edit#gid=1804752281]] |
|||
|} |
|||
===Particle Checks=== |
|||
Our cal process enables both ~300nm critical dimension logging, and also allows us to see when a particle is present on the exposure chuck (a "hot spot"). |
|||
[[File:ASML Cal Particle Check.png|alt=Image showing 2 wafers with colorful rainbow patterns, both show a black spot on the right side.|none|thumb|Both wafers show a "hot spot" on the left side, so the tool has a particle at that location, requiring physical cleaning. (''Demis D. John, 2024'')]] |
|||
==Photomasks & Job Programming== |
|||
You can find info on making photomasks, CAD files for alignment marks, and other Job programming tools on the main Tool page, here: |
|||
[[Stepper 3 (ASML DUV)#Design%20Tools|Stepper 3 (ASML DUV) > Design Tools]] |
|||
ASML Focus movement: |
|||
A positive focus offset moves the wafer stage upwards. |
|||
==Anti-Reflective Coatings== |
|||
Bottom Anti-reflective coatings (aka. BARC or AR Coating) are, in general, used for the ASML stepper. LOL2000 and PMGI can also be used as under layers. BARC layers will increase the process tolerance, especially for features ≤ wavelength (248nm). |
|||
For example, without BARC you might find that 200nm features only resolve with focus of -0.2µm to -0.3µm, while with BARC the process tolerance may increase to -0.1µm to -0.4µm, which also increases tolerance to wafer flatness/PR spin uniformity. |
|||
====[https://wiki.nanotech.ucsb.edu/wiki/images/0/07/DUV42P-Anti-Reflective-Coating.pdf <big>DUV-42P-6</big>]==== |
|||
''(replacement for AR2)'' |
|||
*spin coat at 2500rpm for optimal anti-reflective properties (~60nm). |
|||
**Mistake: this was previously written as 3500rpm. |
|||
*Bake at 220°C for 60s on a hotplate. |
|||
*This AR coating is removed via oxygen plasma. |
|||
*This ARC can be etched on [https://wiki.nanotech.ucsb.edu/w/index.php?title=ICP_Etching_Recipes#Photoresist_and_ARC_Etching_.28Panasonic_1.29 ICP#1], [https://wiki.nanotech.ucsb.edu/w/index.php?title=ICP_Etching_Recipes#Photoresist_and_ARC_etching_.28Panasonic_2.29 ICP#2], [https://wiki.nanotech.ucsb.edu/w/index.php?title=RIE_Etching_Recipes#Photoresist_and_ARC_.28RIE_5.29 RIE#5], [https://wiki.nanotech.ucsb.edu/wiki/ICP_Etching_Recipes#Photoresist_.26_ARC_.28Fluorine_ICP_Etcher.29 FL-ICP] or even [[Ashers (Technics PEII)|Technics PEii ashers]]. |
|||
*Datasheet: '''[https://wiki.nanotech.ucsb.edu/wiki/images/0/07/DUV42P-Anti-Reflective-Coating.pdf DUV-42P-6]''' |
|||
====[https://wiki.nanotech.ucsb.edu/wiki/images/a/af/DS-K101-304-Anti-Reflective-Coating.pdf <big>DS-K101-304</big>]==== |
|||
*Spin at 1500rpm and bake at 185°C for 60sec |
|||
**Approx 40nm for best anti-reflective properties |
|||
**Mistake: previously written as 5000rpm, ~20nm thickness (from DS-K101-307) |
|||
*This AR coating develops away and undercuts in AZ300MIF. |
|||
**For isolated lines, this can cause them to lift-off by undercutting the resist. |
|||
*Increase bake temperature to reduce undercut rate. |
|||
**[[DS-K101-304 Bake Temp. versus Develop Rate]] - Click for experimental data |
|||
**Can be used similarly to DUV42P (dry etch removal) by baking at 220°C. |
|||
*Datasheet: '''[https://wiki.nanotech.ucsb.edu/wiki/images/a/af/DS-K101-304-Anti-Reflective-Coating.pdf DS-K101-304]''' |
|||
==Positive Resist (ASML DUV)== |
==Positive Resist (ASML DUV)== |
||
Please see section above for anti-reflection coatings, which are usually used with the DUV Stepper. |
|||
Anti-reflective coatings are, in general, used for the ASML stepper<span style="line-height: 1.5em;">. LOL2000 and PMGI</span><span style="line-height: 1.5em;"> can also be used. For AR2 coatings, spin coat at 3500rpm for a 670A thick coating. Bake at 220C for 60s on a hotplate. This AR coating is removed via oxygen plasma. RIE 5 parameters are 20sccm, 10mT, 100W for 40s. For DS-K101, spin at 5000rpm and bake at 185C for 60s. This AR coating develops away and undercuts in AZ300MIF. For isolated lines, this can cause them to lift-off. If undercut rate is too high, increase bake temperature. </span> |
|||
{| |
{| class="wikitable" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center;" border="1" |
||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="100" | |
! width="100" |Resist |
||
! width="100" | |
! width="100" |Spin Cond. |
||
! width="75" | |
! width="75" |Bake |
||
! width="75" | |
! width="75" |Thickness |
||
! width="125" | |
! width="125" |Exposure Dose(mj) |
||
! width="100" | |
! width="100" |Focus Offset |
||
! width="75" | |
! width="75" |PEB |
||
! width="100" | |
! width="100" |Developer |
||
! width="125" | |
! width="125" |Developer Time |
||
! width="300" | |
! width="300" |Comments |
||
|- |
|- |
||
|UV6-0.7 <br> (replaced by [[Media:UV6-Positive-Resist-Datasheet.pdf|UV6-0.8]]) |
|||
| UV6-0.7 |
|||
| 3.5 krpm/30” |
|||
|3.5 krpm/30” |
|||
| 135°C/60” |
|||
|135°C/60” |
|||
| 630nm |
|||
|630nm |
|||
| 17 |
|||
|17 |
|||
| -0.2 |
|||
| -0.2 |
|||
| 135°C/90” |
|||
|135°C/90” |
|||
| AZ300MIF |
|||
|AZ300MIF |
|||
| 45” |
|||
|45” |
|||
| align="left" | |
|||
| align="left" | |
|||
*200nm dense line/space |
|||
*200nm dense line/space |
|||
*NA 0.57, Sigma 0.75 |
|||
*NA 0.57, Sigma 0.75 |
|||
*Eo ~ 5.5mj |
*Eo ~ 5.5mj |
||
*UV6-0.7 was discontinued, we now stock UV6-0.8 |
|||
|- |
|- |
||
|[[Media:UV210-Positive-Resist-Datasheet.pdf|UV210-0.3]] |
|||
| UV210-0.3 |
|||
| |
|5.0 krpm/30” |
||
| |
|135°C/60” |
||
| |
|230nm |
||
| |
|20 |
||
| -0.1 |
| -0.1 |
||
| |
|135°C/90” |
||
| |
|AZ300MIF |
||
| |
|45" |
||
| align="left" | |
| align="left" | |
||
*150nm dense line/space |
*150nm dense line/space |
||
*'''Annular Illumination''' |
|||
*NA 0.63, Sigma_o 0.8, Sigma_i 0.5 |
*NA 0.63, Sigma_o 0.8, Sigma_i 0.5 |
||
|- |
|- |
||
|[[Media:UV210-Positive-Resist-Datasheet.pdf|UV210-0.3]] |
|||
| UV210-0.3 |
|||
| |
|3.0 krpm/30” |
||
| |
|135°C/90” |
||
| |
|260nm |
||
| |
|85 |
||
| -0.2 |
| -0.2 |
||
| |
|135°C/90” |
||
| |
|AZ300MIF |
||
| |
|80” |
||
| align="left" | |
| align="left" | |
||
*170nm isolated holes |
*170nm isolated holes |
||
*'''Annular Illumination''' |
|||
*NA 0.63, Sigma_o 0.8, Sigma_i 0.5 |
*NA 0.63, Sigma_o 0.8, Sigma_i 0.5 |
||
|- |
|||
|[[Media:UV26-Positive-Resist-Datasheet.pdf|UV26-2.5]] |
|||
|''Available but no recipes characterized'' |
|||
|135°C/90s |
|||
|~2.5 µm |
|||
|approx. 40 |
|||
|approx. +0.8 |
|||
|110°C/90s |
|||
|AZ300MiF |
|||
|Unknown |
|||
|Users must run your own development/FEM's. |
|||
|} |
|} |
||
==Negative Resist (ASML DUV)== |
==Negative Resist (ASML DUV)== |
||
Please see section above for anti-reflection coatings, which are usually used with the DUV Stepper. |
|||
<span style="line-height: 1.5em;">Anti-reflective coatings are, in general, used for the ASML stepper. LOL2000 and PMGI can also be used. For AR2 coatings, spin coat at 3500rpm for a 670A thick coating. Bake at 220C for 60s on a hotplate. This AR coating is removed via oxygen plasma. RIE 5 parameters are 20sccm, 10mT, 100W for 40s. For DS-K101, spin at 5000rpm and bake at 185C for 60s. This AR coating develops away and undercuts in AZ300MIF. For isolated lines, this can cause them to lift-off. If undercut rate is too high, increase bake temperature.</span> |
|||
{| class="wikitable" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center;" border="1" |
|||
<br> |
|||
{| border="1" style="border: 1px solid #D0E7FF; background-color:#ffffff; text-align:center;" class="wikitable" |
|||
|- bgcolor="#D0E7FF" |
|- bgcolor="#D0E7FF" |
||
! width="100" | |
! width="100" |Resist |
||
! width="100" | |
! width="100" |Spin Cond. |
||
! width="75" | |
! width="75" |Bake |
||
! width="75" | |
! width="75" |Thickness |
||
! width="125" | |
! width="125" |Exposure Dose (mj) |
||
! width="100" | |
! width="100" |Focus Offset |
||
! width="75" | |
! width="75" |PEB |
||
! width="75" | |
! width="75" |Flood |
||
! width="100" | |
! width="100" |Developer |
||
! width="125" | |
! width="125" |Developer Time |
||
! width="300" | |
! width="300" |Comments |
||
|- |
|- |
||
|[[Media:UVN-30 - Negative-Resist-Datasheet - Apr 2004.pdf|UVN30-0.8]] |
|||
| UVN2300-0.5 |
|||
| |
|3.5 krpm/30” |
||
| |
|110°C/60” |
||
| |
|~550nm |
||
|27 |
|||
| 23 |
|||
| +0. |
| +0.15 |
||
| |
|105°C/60” |
||
| |
|Not Used |
||
| |
|AZ300MIF |
||
|Approx. 20sec |
|||
| 40” |
|||
(not thoroughly calibrated) |
|||
| align="left" | |
|||
| align="left" | |
|||
*200nm isolated line |
|||
*Replaced UVN2300, not identical. Dev time was 55-60 sec. |
|||
*NA 0.57, Sigma 0.5 |
|||
|} |
|} |
||
==Other Lithography Processes (ASML DUV)== |
|||
*[[ASML DUV: Edge Bead Removal via Photolithography|DUV Photolithographic Edge Bead Removal]] |
|||
*[[Lift-Off with DUV Imaging + PMGI Underlayer|DUV Lift-Off Process with PMGI Underlayer]] |
|||
Latest revision as of 17:15, 21 August 2024
Back to Lithography Recipes.
Below is a listing of stepper lithography recipes. Stepper 1 and Stepper 2 are i-line systems with good piece handling capabilities. Stepper 3 is a DUV (248nm) system primarily used for full 100mm wafers. DUV resists do not work for i-line and i-line resists do not work for DUV. Based on your sample reflectivity, absorption (or whether or not you use an ARC layer), and surface topography, the exposure time / focus offset parameters may vary.
This listing is a guideline to get you started. For critical lithography steps, you should run your own exposure and/or focus array to determine the proper parameters.
The recipes are tabulated to give you the values of the key parameters you will need to establish your recipe. Underlayers such as LOL2000 or PMGI can be used on the stepper systems. See the underlayer datasheets for details. Post develop bakes (not listed) are used to make the resist more etch resistant and depend on subsequent processes. Care should be taken with post development bakes as resist reflow can occur. Unless otherwise noted, all exposures are done on flat, silicon wafers.
Parameters are indicated in separate tables for each stepper system.
Stepper 1 (GCA 6300)
Multiply the GCA 6300 exposure times by 0.30 to get a starting exposure time for the GCA Autostep200 system.
Positive Resist (GCA 6300)
Unless otherwise noted, bakes are on hot plates. For recipes with CEM, the CEM is spun on after the first resist bake, exposure is then done, and the CEM is rinsed off with DI water before the PEB. CEM generally improves resolution and process tolerance at the expense of higher exposure time.
| Resist | Spin Cond. | Bake | Thickness | Exposure Time | Focus Offset | PEB | Developer | Developer Time | Comments |
|---|---|---|---|---|---|---|---|---|---|
| SPR955CM0.9 | 3 krpm/30” | 95°C/60” | ~ 0.9 um | 1.2” | 0 | 110°C/60” | AZ300MIF | 60" |
|
| SPR955CM-0.9 | 3 krpm/30” | 95°C/60” | ~ 0.9 um | 3.0” | 4 | 110°C/60” | AZ300MIF | 60" |
|
| SPR955CM-0.9 |
3 krpm/30” 5 krpm/30” |
95°C/90” | ~ 0.9 um | 2.2” | -10 | 110°C/60” | AZ300MIF | 60" |
|
| SPR950-0.8 | 4 krpm/30” | 95°C/60” | ~ 0.8 um | 1.0” | 0 | 105°C/60” | AZ300MIF | 60" | |
| SPR955CM-1.8 | 4 krpm/30” | 90°C/90” | ~ 1.8 um | 2.3” | 0 | 110°C/90” | AZ300MIF | 60" |
|
| SPR955CM-1.8 | 4 krpm/30” | 90°C/90” | ~ 1.8 um | 1.7” | -5 | 110°C/90” | AZ300MIF | 60" |
|
| SPR220-3.0 | 2.5 krpm/30” | 115°C/90” | ~ 2.7 um | 2.4” | 10 | 115°C/90” | AZ300MIF | 60" |
|
| SPR220-7.0 | 3.5 krpm/45” | 115°C/120” | ~ 7.0 um | 4.5” | 0 | *50°C/60” 115°C/90” |
AZ300MIF | 120" |
|
Negative Resist (GCA 6300)
Unless otherwise noted, bakes are on hot plate. All flood exposures are done in broadband light using any contact aligner. Also, because the tone is negative, a shorter first exposure time will result in more undercut, which is desirable for single-layer lift-off processes. Under these conditions more develop time will also give more undercut.
| Resist | Spin Cond. | Bake | Thickness | Exposure Time | Focus Offset | PEB* | Flood** | Developer | Developer Time | Comments |
|---|---|---|---|---|---|---|---|---|---|---|
| AZ5214** | 6 krpm/30” | 95°C/60” | ~ 1.0 um | 0.2” | 0 | 110°C/60” | 60" | AZ300MIF | 60" |
|
| nLOF5510 | 3 krpm/30” | 90°C/60” | ~ 0.93 um | 0.74” | -6 | 110°C/60” | none | AZ300MIF | 60" |
|
| nLOF2020 | 4 krpm/30” | 110°C/60” | ~ 2 um | 0.55” | -6 | 110°C/60” | none | AZ300MIF | 90" |
|
| * PEB: post-exposure bake. For AZ 5214-IR, this performs Image Reversal
** To use AZ5214 as a negative PR requires Flood Exposure with the MA6 or MJB aligner after PEB, before developing. See here for a basic AZ5214 process, it is different than typical negative resists. | ||||||||||
Stepper 2 (AutoStep 200)
Positive Resist (AutoStep 200)
Unless otherwise noted, bakes are on hot plates. For recipes with CEM, the CEM is spun on after the first resist bake, exposure is then done, and the CEM is rinsed off with DI water before the PEB. CEM generally improves resolution and process tolerance at the expense of higher exposure time.
NOTE: The bolded exposure times were found by multiplying the exposure times from the GCA 6300 system by 0.30. They should be sued as a starting point. You will need to do an exposure array to get precise times for the Autostep system. In general, the resolution achievable is ~ 100 nm smaller for the Autostep200 system.
| Resist | Spin Cond. | Bake | Thickness | Exposure Time | Focus Offset | PEB | Developer | Developer Time | Comments |
|---|---|---|---|---|---|---|---|---|---|
| SPR955CM-0.9 | 3 krpm/30” | 95°C/90” | ~ 0.9 um | 0.35” | 0 | 110°C/90” | AZ300MIF | 60” |
|
| SPR955CM-0.9 | 3 krpm/30” | 95°C/90” | ~ 0.9 um | 0.8” | 0 | 110°C/90” | AZ300MIF | 60” |
|
| SPR955CM-1.8 | 4 krpm/30” | 95°C/90” | ~ 1.8 um | 0.4” | -1 | 110°C/90” | AZ300MIF | 60” | |
| SPR950-0.8 | 4 krpm/30” | 95°C/60” | ~ 0.8 um | 0.30” | 0 | 105°C/60” | AZ300MIF | 60" | |
| SPR220-3.0 | 2.5 krpm/30” | 115°C/90” | ~ 2.7 um | 0.72” | 10 | 115°C/90” | AZ300MIF | 60" |
|
| SPR220-7.0 | 3.5 krpm/45” | 115°C/120” | ~ 7.0 um | 1.35" | 0 | *50°C/60” 115°C/90” |
AZ300MIF | 120" |
|
| AZ4210 | step1:500rpm/5", step2:4krpm/45” | 95°C/60" | ~ 2.1 um | 0.75" | 0 | AZ400K:DI=1:4 | 60" |
|
Negative Resist (AutoStep 200)
Unless otherwise noted, bakes are on hot plate. All flood exposures are done in broadband light using any contact aligner. Also, because the tone is negative, a shorter first exposure time will result in more undercut, which is desirable for single-layer lift-off processes. Under these conditions more develop time will also give more undercut.
NOTE: The bolded exposure times were found by multiplying the exposure times from the GCA 6300 system by 0.30. They should be sued as a starting point. You will need to do an exposure array to get precise times for the Autostep system. In general, the resolution achievable is ~ 100 nm smaller for the Autostep200 system.
| Resist | Spin Cond. | Bake | Thickness | Exposure Time | Focus Offset | PEB* | Flood** | Developer | Developer Time | Comments |
|---|---|---|---|---|---|---|---|---|---|---|
| nLOF5510 | 3 krpm/30” | 90°C/60” | ~ 0.93 um | .25” | -1 | 110°C/60” | 0 | AZ300MIF | 60” |
|
| AZ5214** | 6 krpm/30” | 95°C/60” | ~ 1.0 um | 0.06” | 0 | 110°C/60” | 60" | AZ300MIF | 60" |
|
| nLOF2020 | 4 krpm/30” | 110°C/60” | ~ 2 um | 0.17” | -6 | 110°C/60” | 0 | AZ300MIF | 90" |
|
| NR9-1000PY | 3 krpm/30” | 135°C/180” lid down | ~ 1.2 um | 0.92” | 0 | 115°C/120” lid down | 0 | AZ300MIF | 20" |
|
| *PEB: post-exposure bake. For AZ 5214-IR, this performs Image Reversal
** To use AZ5214 as a negative PR requires Flood Exposure with the MA6 or MJB aligner after PEB, before developing. See here for a basic AZ5214 process, it is different than typical negative resists. | ||||||||||
Stepper 3 (ASML DUV)
| Stepper 3: Table of Contents |
|---|
|
Process Control Data
- The Process Group regularly measures data on lithography Critical Dimension ("CD") and Wafer-stage Particulate Contamination for this tool, using a sensitive lithography process that will reveal small changes in Dose repeatability and wafer flatness.
- Plots of CD Repeatability
- Data for CD Uniformity and Particulate Contamination
 Example of Data Table with SEM's of 320nm features. Click for full data table.
Example of Data Table with SEM's of 320nm features. Click for full data table.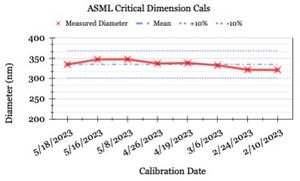 Example SPC Chart - Measured Critical Dimension "CD" versus Date. Click for charts.
Example SPC Chart - Measured Critical Dimension "CD" versus Date. Click for charts.
Particle Checks
Our cal process enables both ~300nm critical dimension logging, and also allows us to see when a particle is present on the exposure chuck (a "hot spot").

{kind=link}
{kind=link}
Photomasks & Job Programming
You can find info on making photomasks, CAD files for alignment marks, and other Job programming tools on the main Tool page, here:
Stepper 3 (ASML DUV) > Design Tools
ASML Focus movement:
A positive focus offset moves the wafer stage upwards.
Anti-Reflective Coatings
Bottom Anti-reflective coatings (aka. BARC or AR Coating) are, in general, used for the ASML stepper. LOL2000 and PMGI can also be used as under layers. BARC layers will increase the process tolerance, especially for features ≤ wavelength (248nm).
For example, without BARC you might find that 200nm features only resolve with focus of -0.2µm to -0.3µm, while with BARC the process tolerance may increase to -0.1µm to -0.4µm, which also increases tolerance to wafer flatness/PR spin uniformity.
DUV-42P-6
(replacement for AR2)
- spin coat at 2500rpm for optimal anti-reflective properties (~60nm).
- Mistake: this was previously written as 3500rpm.
- Bake at 220°C for 60s on a hotplate.
- This AR coating is removed via oxygen plasma.
- This ARC can be etched on ICP#1, ICP#2, RIE#5, FL-ICP or even Technics PEii ashers.
- Datasheet: DUV-42P-6
DS-K101-304
- Spin at 1500rpm and bake at 185°C for 60sec
- Approx 40nm for best anti-reflective properties
- Mistake: previously written as 5000rpm, ~20nm thickness (from DS-K101-307)
- This AR coating develops away and undercuts in AZ300MIF.
- For isolated lines, this can cause them to lift-off by undercutting the resist.
- Increase bake temperature to reduce undercut rate.
- DS-K101-304 Bake Temp. versus Develop Rate - Click for experimental data
- Can be used similarly to DUV42P (dry etch removal) by baking at 220°C.
- Datasheet: DS-K101-304
Positive Resist (ASML DUV)
Please see section above for anti-reflection coatings, which are usually used with the DUV Stepper.
| Resist | Spin Cond. | Bake | Thickness | Exposure Dose(mj) | Focus Offset | PEB | Developer | Developer Time | Comments |
|---|---|---|---|---|---|---|---|---|---|
| UV6-0.7 (replaced by UV6-0.8) |
3.5 krpm/30” | 135°C/60” | 630nm | 17 | -0.2 | 135°C/90” | AZ300MIF | 45” |
|
| UV210-0.3 | 5.0 krpm/30” | 135°C/60” | 230nm | 20 | -0.1 | 135°C/90” | AZ300MIF | 45" |
|
| UV210-0.3 | 3.0 krpm/30” | 135°C/90” | 260nm | 85 | -0.2 | 135°C/90” | AZ300MIF | 80” |
|
| UV26-2.5 | Available but no recipes characterized | 135°C/90s | ~2.5 µm | approx. 40 | approx. +0.8 | 110°C/90s | AZ300MiF | Unknown | Users must run your own development/FEM's. |
Negative Resist (ASML DUV)
Please see section above for anti-reflection coatings, which are usually used with the DUV Stepper.
| Resist | Spin Cond. | Bake | Thickness | Exposure Dose (mj) | Focus Offset | PEB | Flood | Developer | Developer Time | Comments |
|---|---|---|---|---|---|---|---|---|---|---|
| UVN30-0.8 | 3.5 krpm/30” | 110°C/60” | ~550nm | 27 | +0.15 | 105°C/60” | Not Used | AZ300MIF | Approx. 20sec
(not thoroughly calibrated) |
|